Budowa maszyn
Jako wieloletni partner w budowie i projektowaniu maszyn, Micro-Epsilon oferuje szeroką gamę czujników i systemów pomiarowych. Zminiaturyzowane i zintegrowane z maszynami czujniki przemieszczenia mierzą ruchy maszyny, pozycjonowanie i ścieżki ruchu oraz zapewniają bezpieczną pracę maszyny. W przypadku zautomatyzowanych maszyn i maszyn zintegrowanych z procesem, czujniki Micro-Epsilon monitorują szeroki zakres rozmiarów wytwarzanych produktów.
Szczególnie tam, gdzie występują trudne warunki otoczenia, takie jak olej, brud, ciśnienie, wibracje i temperatury, czujniki Micro-Epsilon przekonują wysoką precyzją i korzystnymi warunkami.
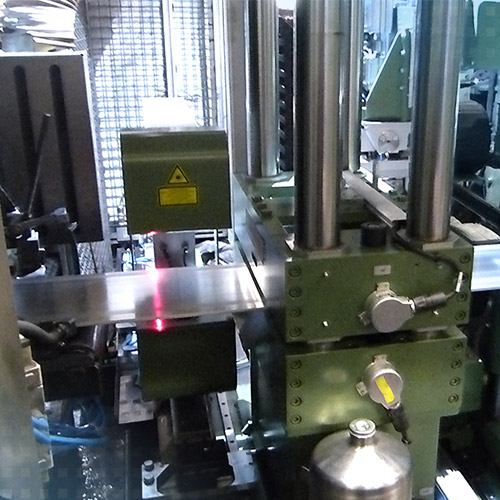
Uchwyty narzędzi pomiarowych w magazynie
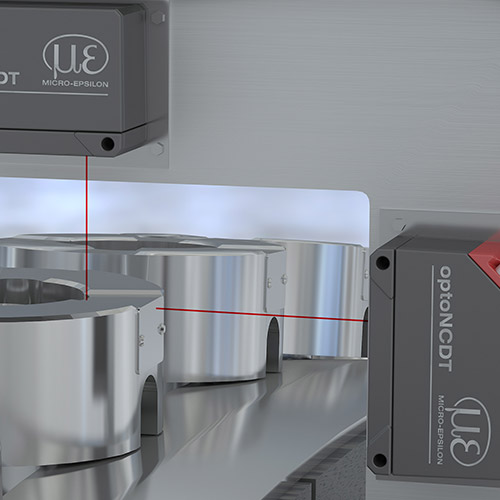
Nowoczesne obrabiarki mają złożone magazyny z różnymi narzędziami, które są automatycznie pobierane przez maszynę. Aby narzędzia te były dokładnie pobierane, uchwyty narzędziowe muszą być precyzyjnie ustawione. Do sprawdzania pozycji uchwytów narzędziowych wykorzystywane są czujniki laserowe optoNCDT 1420, które mierzą metalowe uchwyty z góry i z boku. Te inteligentne czujniki laserowe wyróżniają się wysoką szybkością pomiaru, zapewniając jednocześnie precyzyjne wartości pomiarowe, pomimo silnie odbijających, metalowych powierzchni.
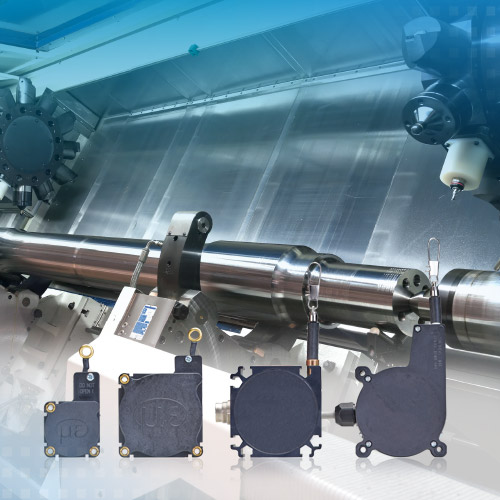
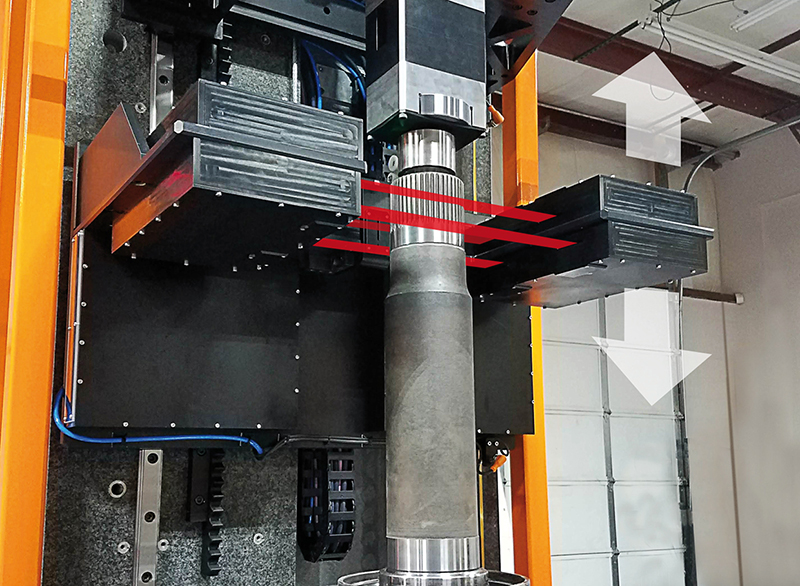
Monitorowanie pozycji mocowania narzędzi
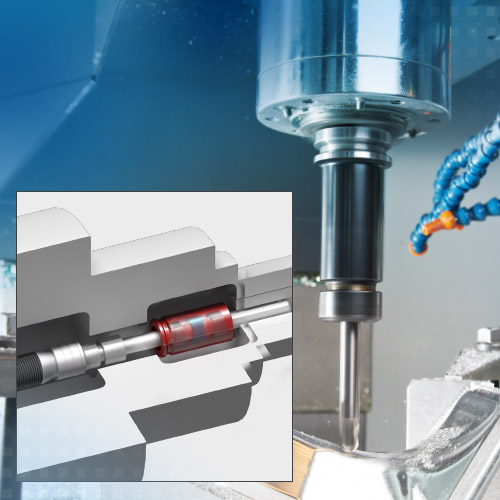
Często inicjatory i pierścienie przełączające, które dostarczają sygnał przełączający, są używane do monitorowania pozycji mocowania w wysokowydajnych maszynach narzędziowych. Wymagają one jednak skomplikowanej regulacji i konfiguracji. Czujniki analogowe z serii Micro-Epsilon LVP oferują znaczące ulepszenia. Cylindryczny czujnik jest zintegrowany z urządzeniem zwalniającym i bezpośrednio mierzy skok zacisku dyszla. Na dyszlu zamocowany jest pierścień, który działa jako cel dla czujnika. Czujnik LVP może być uniwersalnie stosowany z najróżniejszymi typami narzędzi dzięki niezwykle kompaktowej konstrukcji. Czujnik dostarcza sygnał analogowy zgodnie z ruchem dyszla podczas mocowania narzędzia. W rezultacie możliwe jest ciągłe monitorowanie bez konieczności pracochłonnego mechanicznego ustawiania punktu przełączania. Zminiaturyzowana jednostka elektroniczna czujnika może być umieszczona w punkcie pomiarowym lub w szafie sterowniczej. Dzięki wysokiej dokładności, czujnik LVP znacząco przyczynia się do spełnienia stale rosnących wymagań w zakresie precyzji i dostępności obrabiarek.
Pozycjonowanie nanometrów w maszynach litograficznych
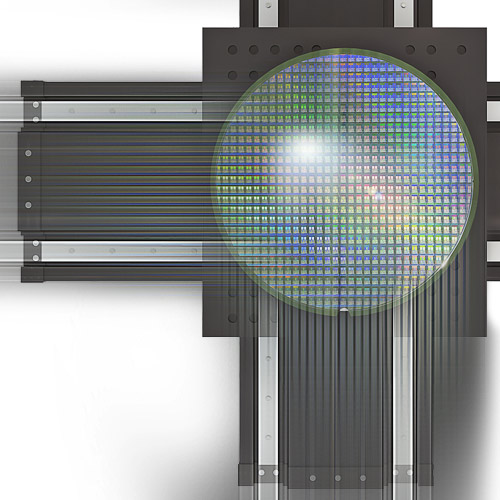
Aby oświetlić poszczególne elementy na płytce, urządzenia litograficzne przesuwają płytkę do odpowiedniej pozycji. Pojemnościowe czujniki przemieszczenia mierzą pozycję ścieżki przesuwu, aby umożliwić pozycjonowanie z nanometrową dokładnością.
Grubość przędzy
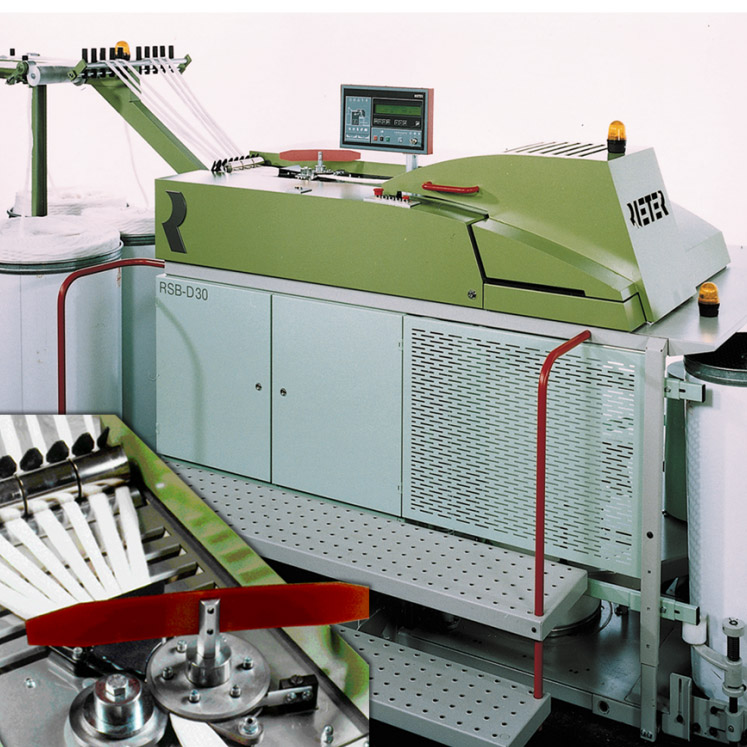
Stała grubość przędzy jest warunkiem wstępnym wysokiej jakości produktów w przemyśle tekstylnym. Dlatego też należy wyeliminować naturalnie występujące wahania grubości przędzy. Przędza jest rozciągana do stałej grubości za pomocą narzędzia rozciągającego. Dane pomiarowe do sterowania narzędziem rozciągającym są dostarczane przez czujnik wiroprądowy, który pośrednio mierzy grubość. Grubość jest przekazywana do czujnika wiroprądowego za pomocą rolek pomiarowych. Po rozciągnięciu wynik operacji przetwarzania jest również sprawdzany przez czujnik wiroprądowy.
Pomiar położenia konika
Konik jest ważną częścią tokarki lub frezarki. Konik służy do podpierania długich przedmiotów obrabianych za pomocą środka, który zaczepia się w środkowym otworze z przodu przedmiotu obrabianego. Do wykrywania końcówki centrującej wykorzystywane są kompaktowe czujniki linkowe firmy Micro-Epsilon. Przewód pomiarowy jest podłączony do końcówki centrującej i mierzy przemieszczenie konika.
Optymalizacja spoin dzięki pomiarom profilu

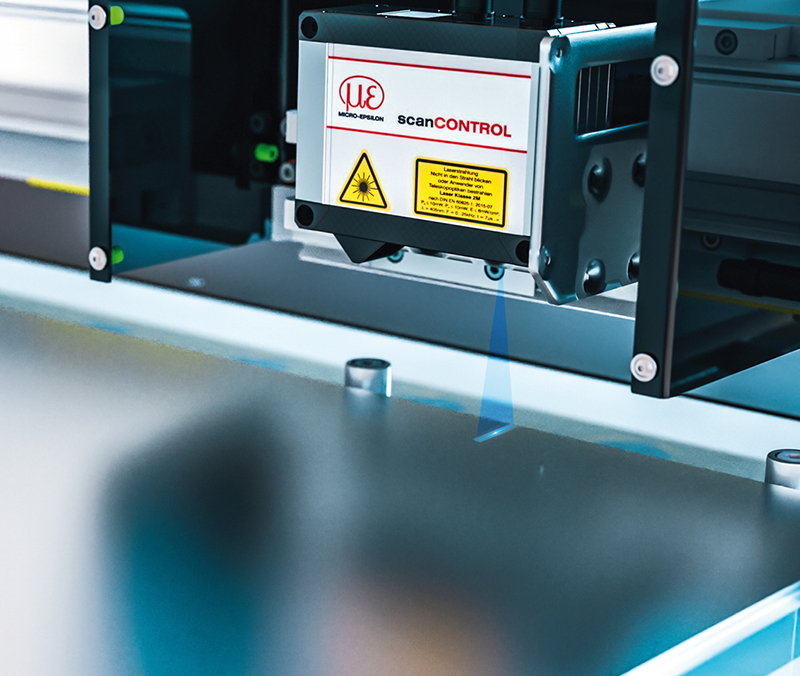
Inrotech A/S w Danii polega na czujnikach Micro-Epsilon, aby osiągnąć optymalną jakość spoin spawalniczych w całkowicie zautomatyzowanym procesie. Firma opracowała robota spawalniczego o nazwie „Inrotech-Crawler”, który oblicza procesy spawania z wyprzedzeniem przed ich wykonaniem. W związku z tym robot wykorzystuje precyzyjne wartości pomiarowe dostarczane przez potężny laserowy skaner profili firmy Micro-Epsilon.
Skaner scanCONTROL 2900 jest przymocowany do robota Inrotech-Crawler i wykrywa geometrię spawanej spoiny przed rozpoczęciem właściwego procesu spawania. Tylko te precyzyjne pomiary profilu umożliwiają automatyzację procesu. Dzięki kompaktowej, lekkiej konstrukcji ze zintegrowanym kontrolerem, laserowy skaner profili idealnie nadaje się do tego zadania pomiarowego.
Różne możliwości połączenia oferowane przez SDK (Software Development Kit) umożliwiają klientowi bezpośrednie przesyłanie skalibrowanych danych profilu do własnego oprogramowania za pośrednictwem scanCONTROL DLL. Następnie technologia Weldlogic firmy Inrotech oblicza, między innymi, liczbę przejść spawalniczych, położenie ściegów spawalniczych, prędkość spawania i szerokość oscylacji. Bezpośrednio po obliczeniach Crawler automatycznie wykonuje proces spawania.
Pomiar rozszerzalności cieplnej wrzecion

System pomiaru przemieszczenia SGS 4701 (Spindle Growth System) został opracowany specjalnie do zastosowań związanych z frezarkami wysokoobrotowymi. Ze względu na wysokie prędkości obróbki i generowane ciepło, liniowa rozszerzalność cieplna wrzeciona w precyzyjnej obrabiarce musi być kompensowana w celu utrzymania narzędzia w określonej pozycji przez cały czas. Czujnik SGS mierzy rozszerzalność cieplną i siłę odśrodkową wrzeciona. Te wartości pomiarowe są wprowadzane do obrabiarki CNC jako wartości korekcyjne, kompensując wszelkie błędy pozycjonowania. Czujnik SGS 4701 działa na zasadzie pomiaru prądów wirowych. Ta bezdotykowa metoda pomiarowa jest odporna na zużycie. Ponadto procedura pomiarowa jest odporna na zakłócenia, takie jak ciepło, pył i olej.
Wykrywanie ciał obcych w technologii medycznej

W tym zastosowaniu czujnik MDS rozpoznaje ciała obce w maszynach typu blister podczas procesu pakowania tabletek. Poprzez ruch górnych rolek dotykowych można wykryć ciała obce między opakowaniem blistrowym a materiałem pokrywającym. Przekroczenie wstępnie zdefiniowanego punktu wyzwala alarm.
Wykrywanie krawędzi wstęgi w kalandrze maszyny papierniczej

Jeśli ruch wstęgi papieru w kalandrze nie jest wykonywany dokładnie w jednej linii, rozgrzany wałek kalandra jest dociskany bezpośrednio do powłoki przeciwległego wałka, co może spowodować jego uszkodzenie. Naprawa tej specjalnej powłoki lub nawet wymiana całego wałka byłaby bardzo kosztowna, dlatego kontrola położenia krawędzi wstęgi jest obowiązkowa. W tym celu wykorzystywane są laserowe czujniki liniowe firmy Micro-Epsilon, które przekazują dokładną pozycję krawędzi wstęgi bezpośrednio do systemu sterowania maszyny.
Aktywna kompensacja ruchów w procesie pomiarowym

Trudne warunki przemysłowe stawiają wysokie wymagania przed optycznymi czujnikami przemieszczenia – precyzyjne pomiary muszą być nadal możliwe pomimo zapylenia i dużych prędkości przetwarzania. Czujniki laserowe z serii optoNCDT 1750 i optoNCDT 2300 od wielu lat radzą sobie z tymi wyzwaniami. Jeśli jednak wystąpią zakłócenia ruchu (np. ruchy pasów, ruchy promieniowe kół pasowych i wibracje korpusu), które są większe niż mierzony obiekt, proces pomiaru może być utrudniony lub niemożliwy, na przykład fałdy w pasie.
Zobacz produkty:
optoNCDT 2300
Dokładna regulacja szczeliny kruszarki w kruszarkach obrotowych
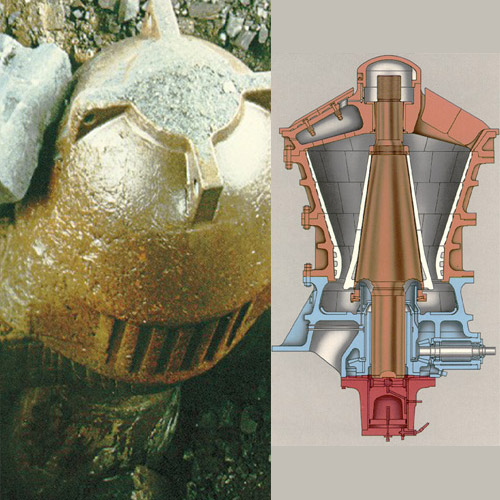
Kruszarki obrotowe dla kamieniołomów lub kopalni rudy mogą rozdrobnić do 3500 t materiału do pożądanej wielkości ziarna w ciągu jednej godziny. W tym celu mimośrodowa tuleja łożyskowa generuje ruch obrotowo-oscylacyjny osi kruszarki, tym samym stale zmieniając szczelinę między szczękami kruszarki a stożkiem kruszącym. Podczas mielenia ustawiona szczelina stale przesuwa się wzdłuż wewnętrznego obwodu komory kruszenia. Dzięki czujnikowi odległości w siłowniku hydraulicznym szczelina kruszenia może być dokładnie regulowana poprzez podnoszenie i opuszczanie osi.
Zobacz produkty:
Pomiar położenia wału korbowego w szlifierkach

Zadanie to obejmuje pomiar położenia wału korbowego z mikrometrową precyzją przy użyciu czujników indukcyjnych opartych na prądach wirowych. Wymagana jest zarówno ciągła kontrola odległości, jak i stała odległość od narzędzia szlifierskiego. Sygnał z czujnika analogowego jest zatem przesyłany do sterownika PLC. Dostosowuje on pozycję narzędzia szlifierskiego w oparciu o zmierzone wartości. Ponieważ w procesie szlifowania używana jest ciecz chłodząca (olej), czujniki indukcyjne są idealnie dopasowane. Rozwiązanie to można również zintegrować z istniejącymi systemami w ramach modernizacji.
Kompensacja wydłużenia osiowego wrzecion frezarskich
Ze względu na wysokie prędkości obróbki i generowane ciepło, liniowa rozszerzalność cieplna wrzecion frezarskich musi być kompensowana w celu utrzymania narzędzia w określonej pozycji przez cały czas. Czujnik SGS opracowany przez Micro-Epsilon mierzy rozszerzalność cieplną i siłę odśrodkową wrzeciona. Oprócz pomiaru liniowej rozszerzalności cieplnej, wykrywana jest również temperatura czujnika.
Pomiar 3D sprężyn śrubowych

Qsigma zaprojektowała Spring Measurement System (SMS) do precyzyjnego pomiaru 3D sprężyn śrubowych i innych komponentów. Jest on wykorzystywany między innymi do opracowywania prototypów i 100% kontroli części seryjnych. SMS automatycznie identyfikuje sprężynę, ocenia kontur drutu i określa średnicę drutu, nawet jeśli podlega on silnym wahaniom.
Czujnik scanCONTROL 2950 posiada duże pole pomiarowe zarówno w kierunku Z, jak i X. Umożliwia to niezwykle szybkie skanowanie sprężyn do wysokości 70 cm i promieniowo do 30 cm. Szeroki zakres w połączeniu z wysoką gęstością punktów umożliwia precyzyjną ocenę średnicy drutu
Bezkontaktowy pomiar grubości aluminium
W celu szybkiego wykrywania nieprawidłowej grubości taśm aluminiowych, laserowe czujniki triangulacyjne optoNCDT są stosowane jako nowoczesne rozwiązanie alternatywne dla izotopowych systemów pomiarowych. W miejscu pomiaru czujniki montowane są naprzeciwko siebie, powyżej i poniżej transportowanej taśmy aluminiowej. Niezależnie od dokładnej pozycji wysokości taśmy, czujniki zapewniają dokładną grubość materiału w oparciu o proste sprzężenie sygnału odległości, F=Ref. – (A + B).
Automatyczne testowanie średnicy wałów
Vertical Gauging Unit (VGU) to system pomiarowy do precyzyjnego i bezdotykowego pomiaru wałów i osi. System jest wyposażony w cztery mikrometry optyczne i laserowy czujnik odległości. System umożliwia pomiary długości osiowych, średnic, współosiowości i wielowypustów – osiągając czasy cykli i dokładności, których nigdy nie można by osiągnąć za pomocą ręcznych technik pomiarowych.
Zobacz produkty:
optoNCDT 2300
Pomiar odchylenia promieniowego tarczy tnącej

Podczas produkcji pasków forniru z drewna klejonego warstwowo, precyzja tarczy tnącej determinuje jakość produktu końcowego. Przed paskami forniru stawiane są wysokie wymagania w zakresie zgodności wymiarowej. Grubość listew musi być mniejsza niż 1 mm, a tolerancje mogą wynosić jedynie mikrometry.
Aby spełnić kryteria jakościowe, odchylenie promieniowe tarczy tnącej jest mierzone i monitorowane podczas procesu produkcyjnego za pomocą bezdotykowego laserowego czujnika triangulacyjnego optoNCDT 2300. Oznacza to, że systemowi pomiarowemu stawiane są wysokie wymagania: Kurz, wióry i błyszcząca powierzchnia docelowa nie mogą wpływać na dokładność pomiaru. Tarcza tnąca ma średnicę 3200 mm i jest wyposażona w 24 noże. Prędkość obrotowa wynosi od 180 do 210 obr.
Kontrola dwuosiowa połączeń klejowych
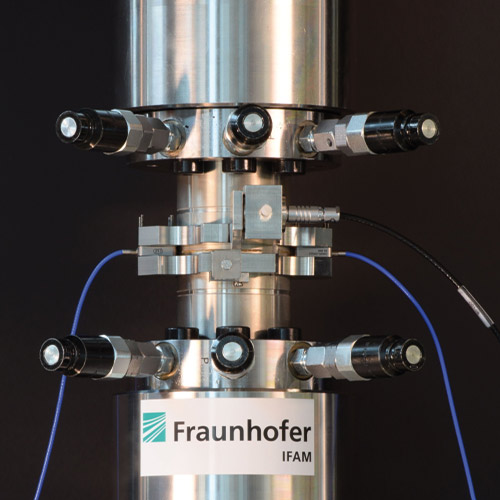
W celu zbadania wytrzymałości na ścinanie i rozciąganie klejów strukturalnych, dwie rury są łączone ze sobą (próbka z podwójną rurą) i mocowane na stanowisku badawczym. Warstwy kleju między rurkami mają grubość zaledwie kilku milimetrów, a jednocześnie są poddawane naprężeniom i/lub skręcaniu, które nieznacznie przesuwają próbki. Pomiar tych bardzo małych przemieszczeń wymaga bardzo dokładnego i stabilnego systemu pomiarowego. Dlatego też zestaw testowy obejmuje trzy czujniki pojemnościowe MicroEpsilon, które są połączone za pomocą kontrolera pojemnościowego capaNCDT 6500 z modułem demodulatora DL6530. Za pomocą specjalnego uchwytu czujniki są przymocowane bezpośrednio do części łączących rurki próbki z podwójną rurką. Dwa płaskie czujniki o zakresie pomiarowym 2 mm mierzą przemieszczenie w kierunku osiowym, a czujnik cylindryczny mierzy przemieszczenie poprzez skręcanie. Ze względu na zastosowaną bezkontaktową technikę pomiarową, łatwo jest oddzielić składowe przemieszczenia osiowego od przemieszczenia wywołanego skręcaniem.
Kontrola położenia robotów

Wprowadzenie międzynarodowej normy ISO 9283 wymaga nowych bezkontaktowych metod pomiarowych. System pomiarowy do pomiaru położenia składa się z kostki pomiarowej o określonej masie, czujnika i wspornika. Czujnik jest wyposażony w sześć czujników wiroprądowych U15. Podczas pomiaru robot przesuwa kostkę pomiarową w zasięg czujnika. Dane z czujników wiroprądowych są przekazywane przez szybki interfejs do komputera, gdzie są przetwarzane. Niedokładności pomiarowe wynikające z błędów liniowości i przechyłu (równoległość między czujnikiem a obiektem pomiarowym) oraz efektów termicznych są dodatkowo kompensowane w oprogramowaniu pomiarowym.
Pomiar poziomu cieczy w surówkach aluminiowych

W zakładach odlewania aluminium lub odlewniach, odlew jest wlewany do formy w celu uformowania małych prętów, zwanych surówkami. Poziom napełnienia w procesie formowania ma kluczowe znaczenie dla zapewnienia stałej wagi surówek. Za pomocą specjalnego bezdotykowego urządzenia pomiarowego rejestrowana jest głębokość wypełnienia. Do tych zastosowań austriacki producent systemów wykorzystuje skanery laserowe.
Pomiar wzniosu zaworu w przemyśle spożywczym

Podczas napełniania kartonów z napojami, dokładne dozowanie jest czynnikiem krytycznym. Czujnik mierzy skok zaworu linii napełniającej i żąda kilku punktów przełączania w zakresie pomiarowym 35 mm. Szczelne obudowy ze stali nierdzewnej serii MDS-45-Mxx są idealne dla przemysłu spożywczego.
Pomiar bicia wrzeciona
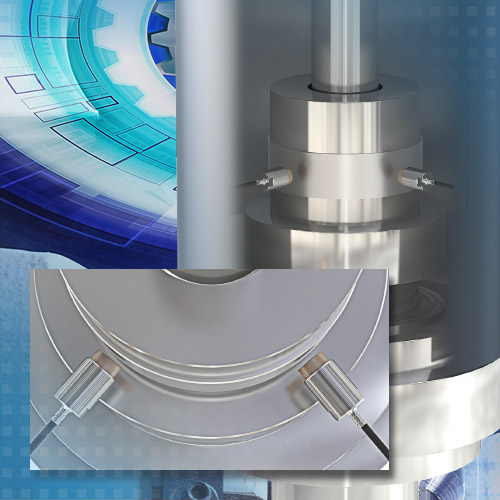
We wrzecionach wysokiej częstotliwości dokładna współosiowość lub bicie wału narzędzia odgrywają decydującą rolę. Bezkontaktowe, indukcyjne czujniki przemieszczenia firmy Micro-Epsilon są wykorzystywane do monitorowania współosiowości lub bicia wału. Oparte na technologii prądów wirowych, czujniki te zapewniają wysoką rozdzielczość pomimo oleju i brudu w przestrzeni montażowej. W ten sposób osiągana jest dokładność pomiaru w zakresie mikrometrów. Wysoka odpowiedź częstotliwościowa umożliwia nawet monitorowanie wrzecion o wysokiej częstotliwości z prędkościami obrotowymi > 120 000 obr. W tym procesie pomiarowym system pomiarowy eddyNCDT 3005 wykonuje bezkontaktowy pomiar na aluminiowym pierścieniu, który jest skurczony na osi. Dwa czujniki przesunięte promieniowo o 90° mierzą odległość od wrzeciona w celu przesłania wartości do systemu sterowania.
Pomiar temperatury w formach wtryskowych

Użytkownicy wtryskarek do przetwórstwa tworzyw sztucznych stoją w obliczu rosnących wymagań jakościowych narzucanych przez użytkowników końcowych, w szczególności w zastosowaniach motoryzacyjnych. Ze względu na ten trend rośnie znaczenie kontroli temperatury na linii produkcyjnej tuż po wytłaczaniu jako globalnego atrybutu jakości.
Wykrywanie krawędzi pasów materiału w maszynie tnącej

Jeśli pozycja wstęgi materiału nie zostanie rozpoznana lub zostanie rozpoznana nieprawidłowo, może to prowadzić do strat spowodowanych wadliwym cięciem i nieprawidłowym działaniem maszyny z powodu brakujących sygnałów sterownika. Dlatego do wykrywania pozycji wykorzystywany jest czujnik światłowodowy optoCONTROL CLS-K-31 firmy Micro-Epsilon.
Czujnik niezawodnie wykrywa początek rolki. Jest on montowany bezpośrednio na jednym z ostrzy tnących i rozpoznaje z odległości około 140 mm, kiedy tkanina znajduje się w pozycji cięcia. Wyjście przełączające (PNP) przekazuje poziom sygnału bezpośrednio do sterownika i rozpoczyna się proces cięcia. W ten sposób elementy tnące mogą być pozycjonowane z dokładnością od 0,5 do 2 mm w zależności od materiału. Po każdym cięciu pozycja materiału jest ponownie obliczana. Proces pomiarowy odbywa się przy prędkości posuwu 20 m/min.
System pomiarowy optoCONTROL CLS-K-31 firmy Micro-Epsilon zapewnia wysoce wiarygodne i powtarzalne wyniki pomiarów, co ostatecznie optymalizuje dokładność cięcia, jednocześnie zmniejszając ilość odpadów i zakłóceń procesu. CLS-K-31 jest nawet praktycznie niewrażliwy na zarysowania i zanieczyszczenia na błyszczącej metalicznej powierzchni wałka.
Monitorowanie szczelin olejowych w łożyskach hydrostatycznych
Łożyska hydrostatyczne są stosowane w dużych instalacjach i maszynach, takich jak młyny do kamienia, instalacje teleskopowe itp. Monitorowanie wielkości szczeliny jest czynnikiem krytycznym, ponieważ wszelkie zakłócenia w układzie hydraulicznym mogą powodować spadki ciśnienia, co w skrajnych przypadkach może spowodować zamknięcie szczeliny, skutkując uszkodzeniem łożysk i ostatecznie awarią systemu. W tym przypadku ważne jest, aby system był łatwy w instalacji, ponieważ również starzejące się instalacje muszą być modernizowane. Ze względu na długą żywotność i ogólnoświatowe zastosowanie tej instalacji, czujnik powinien być łatwy do wymiany. Z tego powodu stosowane są bezkontaktowe czujniki wiroprądowe przemieszczenia z serii eddyNCDT 3001.
Zobacz produkt:
Monitorowanie głębokości tłoczenia

W maszynach wytłaczających identyfikatory karoserii są wybijane w ramie pojazdu. Głębokość wytłoczenia musi mieścić się w określonym zakresie tolerancji. Aby ustawić narzędzie do wytłaczania, laserowe czujniki triangulacyjne firmy Micro-Epsilon wykrywają odległość między narzędziem do wytłaczania a komponentem. Po zakończeniu wytłaczania czujnik mierzy profil wytłoczenia i upewnia się, że wszystkie znaki zostały wytłoczone na wymaganą głębokość.
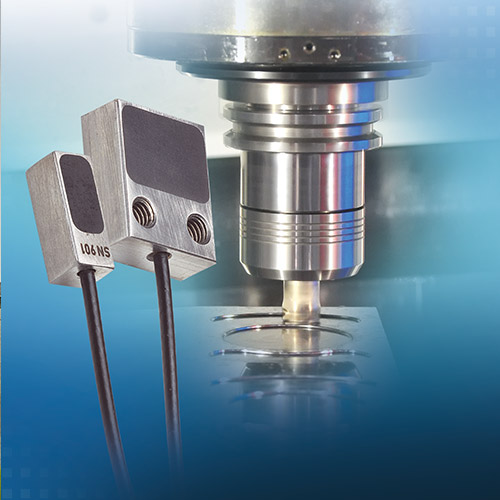
Pomiar położenia w systemie mocowania z punktem zerowym

W nowoczesnych obrabiarkach systemy mocowania w punkcie zerowym zapewniają powtarzalne pozycjonowanie przedmiotów obrabianych, stacji mocujących i nośników przedmiotów obrabianych. Magnetoindukcyjne czujniki przemieszczenia firmy Micro-Epsilon mierzą pozycję cylindra mocującego, w którym zablokowane są uchwyty przedmiotów obrabianych. Włożenie śruby mocującej do cylindra zmienia pozycję jednostki blokującej. Magnes przymocowany do zamka działa jako obiekt pomiarowy dla czujnika. Czujnik stale mierzy ruch magnesu i przekazuje go do systemu sterowania. Czujniki magneto-indukcyjne firmy Micro-Epsilon są dostępne w miniaturowych rozmiarach lub jako rozwiązanie PCB dla dużych ilości. Szczególnie w zastosowaniach szeregowych, seria mainSENSOR imponuje doskonałym stosunkiem ceny do wydajności.
W pełni automatyczny pomiar blachy
Firma Dimensionics opracowała stół pomiarowy Disionic Sheet Control do w pełni automatycznego testowania dokładności wymiarowej blach. Współpracuje on z laserowymi czujnikami profilu firmy Micro-Epsilon. Czujniki mierzą arkusze blachy i sprawdzają ich szerokość, długość, kąt, prostoliniowość, odchylenie (wypukłe/wklęsłe) oraz płaskość krawędzi blachy.
Dwa laserowe skanery profilowe scanCONTROL 3000 są zamontowane na stole XY. Każdy skaner ma zakres pomiarowy 25 mm i jest prowadzony przez dwie krawędzie w kierunku X lub Y arkuszy. Technologia Blue Laser zapewnia czujnikom maksymalną precyzję i wiarygodne wyniki na wymagających powierzchniach metalowych.
Pomiar płaskości w walcowniach
Wymagania dotyczące jakości powierzchni walcowanych blach stale rosną. Może to być blacha stalowa używana na przykład do frontów ze stali nierdzewnej w kuchniach lub blacha aluminiowa stosowana w branży motoryzacyjnej. Powierzchnia musi być nieskazitelna, aby zapewnić klientowi wysokiej jakości wygląd. W związku z tym w walcowniach stosuje się sprzęt pomiarowy do pomiaru tak zwanej płaskości walcowanej blachy. Płaskość oznacza równość powierzchni blachy w stanie nienaprężonym.
Monitorowanie stanu łożysk
Nieplanowane przestoje łożysk mogą generować wysokie koszty. Jednak wczesne rozpoznanie uszkodzenia łożyska pozwala na wykonanie prac konserwacyjnych podczas zaplanowanych przestojów przy jednoczesnej minimalizacji kosztów. Czujniki przyspieszenia firmy Micro-Epsilon służą do wczesnego rozpoznawania uszkodzeń łożysk. Mierząc zarówno przyspieszenia statyczne, jak i dynamiczne, idealnie nadają się do pomiaru oscylacji łożysk o bardzo niskiej prędkości obrotowej (≤ 0,2 Hz).
Ze względu na dobry stosunek sygnału do szumu, wysoką rozdzielczość i stabilność temperaturową, czujniki te są wykorzystywane w zadaniach pomiarowych w przemyśle naftowym i gazowym, petrochemicznym, elektrowniach, górnictwie, przemyśle stalowym i cementowym oraz produkcji papieru.
Analiza szczeliny w osiowych pompach tłokowych
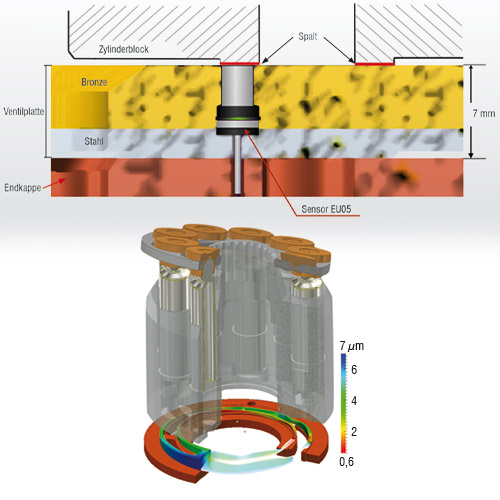
Dotychczas pomiary szczelin wewnątrz pomp nie były możliwe ze względu na ekstremalne wymagania. Czujniki muszą być odporne na wysokie prędkości obrotowe, wysokie ciśnienia do 1000 barów i temperatury powyżej 100°C. Ponadto pompy są niezwykle kompaktowe, co znacznie ogranicza przestrzeń dostępną do integracji czujników. Dzięki wyjątkowo małej konstrukcji czujników oraz ich wysokiej stabilności ciśnieniowej i temperaturowej, miniaturowe czujniki indukcyjne eddyNCDT są idealne do tego zastosowania. System pomiaru prądów wirowych eddyNCDT 3300, który jest jednym z najpotężniejszych systemów na świecie, jest zatem wykorzystywany na stanowisku testowym do oceny pomp.
Pomiar sztywności skrętnej osi silnika
Czynnikiem decydującym o żywotności i niezawodności silnika jest wytrzymałość osi silnika na skręcanie. Aby określić odporność na skręcanie, czujniki nachylenia INC5701 wykrywają skręcenie osi przy określonym skręceniu. W tym celu dwa czujniki nachylenia firmy Micro-Epsilon są montowane w kierunku poprzecznym na obu końcach poziomo ustawionej osi. Jeden koniec osi silnika jest sztywno zamocowany. Drugi koniec jest poddawany skręcaniu za pomocą urządzenia hydraulicznego. Dwa czujniki nachylenia stale rejestrują skręcanie osi w stosunku do zastosowanego skręcania i zapewniają precyzyjne wyniki pomiarów.