Automatyzacja spawania

Zautomatyzowane procesy spawalnicze sprawiają, że operacje spawalnicze są szybsze i bardziej powtarzalne. Najwyższym priorytetem jest tutaj maksymalna produktywność i stała jakość. W nowoczesnych procesach spawania punktowego, spawania addytywnego i spawania zrobotyzowanego wszystkie etapy procesu są taktowane i wykonywane z najwyższą precyzją. Pod tym względem precyzyjne czujniki Micro-Epsilon imponują w wielu zadaniach pomiarowych i są wykorzystywane np. do sterowania, kontroli intensywności i planowania ścieżki spawania.
Optymalizacja spoin dzięki pomiarom profilu

Inrotech A/S w Danii polega na czujnikach Micro-Epsilon, aby osiągnąć optymalną jakość spoin w pełni zautomatyzowanym procesie. Firma opracowała robota spawalniczego o nazwie „Inrotech-Crawler”, który oblicza procesy spawania z wyprzedzeniem przed ich wykonaniem. W związku z tym robot wykorzystuje precyzyjne wartości pomiarowe dostarczane przez potężny laserowy skaner profili firmy Micro-Epsilon.
Skaner scanCONTROL 2900 jest przymocowany do robota Inrotech-Crawler i wykrywa geometrię spawanej spoiny przed rozpoczęciem właściwego procesu spawania. Tylko te precyzyjne pomiary profilu umożliwiają automatyzację procesu. Dzięki kompaktowej, lekkiej konstrukcji ze zintegrowanym kontrolerem, laserowy skaner profili idealnie nadaje się do tego zadania pomiarowego.
Różne możliwości połączenia oferowane przez SDK (Software Development Kit) umożliwiają klientowi bezpośrednie przesyłanie skalibrowanych danych profilu do własnego oprogramowania za pośrednictwem scanCONTROL DLL. Następnie technologia Weldlogic firmy Inrotech oblicza, między innymi, liczbę przejść spawalniczych, położenie ściegów spawalniczych, prędkość spawania i szerokość oscylacji. Bezpośrednio po obliczeniach Crawler automatycznie wykonuje proces spawania.
Skan 3D komponentu przed napawaniem laserowym
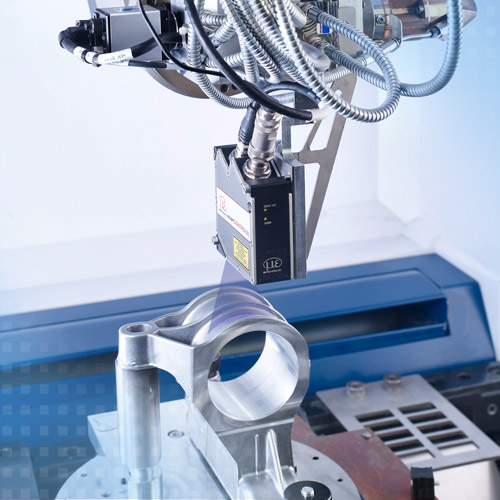
W przypadku napawania laserowego powierzchnia elementu jest topiona wiązką lasera i łączona w celu utworzenia nowej, pozbawionej porów warstwy poprzez dodanie sproszkowanego materiału wypełniającego. Przed obróbką laserową komponenty są skanowane za pomocą skanera laserowego scanCONTROL z kilku kierunków. Skanery wykrywają zarówno wolne formy, jak i odchylenia od formy. Niezależnie od właściwości odbicia materiału, skanery scanCONTROL zapewniają stabilne wartości pomiarowe. Surowe dane są przesyłane do oprogramowania, łączone w model 3D i wykorzystywane do planowania ścieżki laserowej głowicy spawalniczej. Dysza spawalnicza jest następnie umieszczana w odpowiedniej odległości od powierzchni i prowadzona wzdłuż obliczonej ścieżki. Dzięki wysokiej dokładności skanerów i precyzyjnej ścieżce spawania, proces napawania laserowego jest wykonywany z najwyższą precyzją.
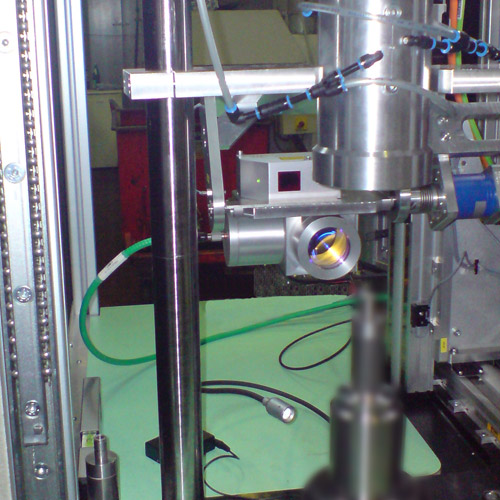
Kontrola odległości przy w pełni automatycznym spawaniu laserowym
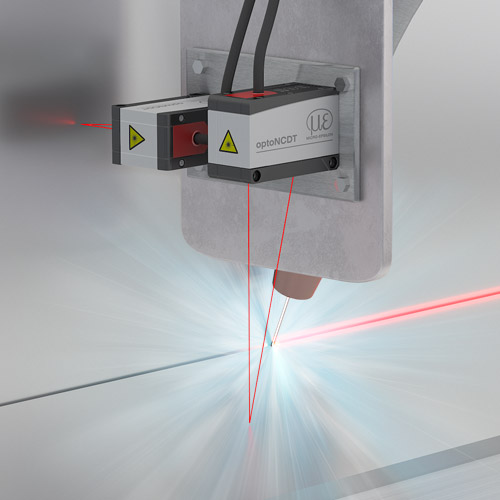
W pełni zautomatyzowanych urządzeniach spawalniczych pozycjonowanie głowicy spawalniczej ma kluczowe znaczenie dla jakości połączenia spawanego. Aby ustawić głowicę spawalniczą w odpowiedniej odległości, stosuje się czujniki laserowe optoNCDT 1900. Mierzą one odległość od stalowych płyt w dwóch kierunkach, zapewniając przy tym wysoką dokładność i dynamikę. Wartości odległości są wykorzystywane do pozycjonowania głowicy spawającej. Oferując najwyższą odporność na światło otoczenia w swojej klasie, czujniki laserowe optoNCDT 1900 idealnie nadają się do zadań pomiarowych w automatyce spawalniczej.
Pomiar krawędzi blachy przy spawaniu laserowym z wykorzystaniem skanerów laserowych
Zautomatyzowane zrobotyzowane stanowiska spawalnicze monitorują jakość rur przy spawaniu wzdłużnym w oparciu o kilka punktów. Z jednej strony, położenie krawędzi musi być znane na całej długości krawędzi arkusza, zapewniając jednocześnie optymalne wyrównanie krawędzi arkusza.
Skanery laserowe firmy Micro-Epsilon, które przetwarzają kilka programów pomiarowych w zintegrowanym sterowniku, są używane do monitorowania wyrównania. Czujniki scanCONTROL SMART nie wymagają dodatkowego kontrolera, co znacznie upraszcza procedurę instalacji. Skanery te zapewniają wysoką dokładność i mogą być również integrowane w ograniczonych przestrzeniach.
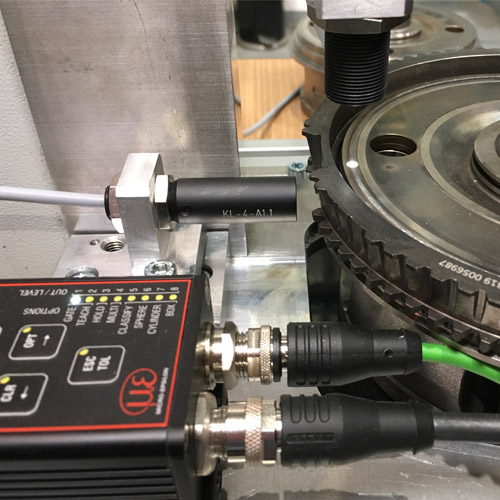
Pomiar drogi elektrody w zgrzewaniu oporowym
W automatach spawalniczych czujniki wiroprądowe firmy Micro-Epsilon zapewniają wysoką jakość połączeń spawanych, mierząc przemieszczenie elektrod. Bezkontaktowe czujniki przemieszczenia wykrywają przemieszczenie osiowe, na które mają wpływ czynniki termiczne i mechaniczne. Te wytrzymałe czujniki są niewrażliwe na prądy spawania, wibracje i wahania temperatury. Dlatego też działają niezawodnie w trudnych warunkach środowiskowych. Ich wysoka odpowiedź częstotliwościowa i rozdzielczość umożliwiają czujnikom wiroprądowym dynamiczną kontrolę położenia elektrody, zapewniając jednocześnie wysoką powtarzalność.
Kolorowe czujniki do kontroli obecności drutów spawalniczych
Podczas spawania komponentów szew spawalniczy jest automatycznie sprawdzany w celu zapewnienia jakości. Kontrola jest przeprowadzana przy użyciu kolorowych czujników CFO100, które wykrywają szew spawalniczy podczas obracania elementu. Ponieważ szew spawalniczy ma inny kolor niż otaczające go materiały, obecność szwu można wiarygodnie sprawdzić. Funkcja wielokrotnego uczenia umożliwia uczenie wszystkich odcieni koloru spoiny, aby zapewnić niezawodne rozróżnienie. Jeśli nie ma spoiny, wysyłany jest sygnał przełączający.
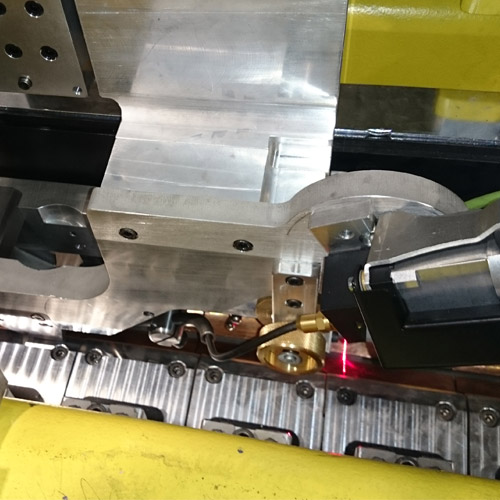
Kolorowe czujniki do automatycznego wykrywania miejsc zgrzewania
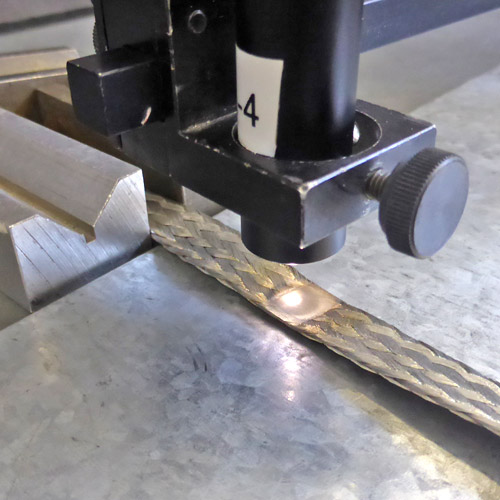
Taśmy mosiężne są łączone metodą zgrzewania punktowego. Czujniki koloru CFO są wykorzystywane do automatycznego rozpoznawania miejsc zgrzewania przed dalszą obróbką. Funkcja multi-teach umożliwia przyuczanie odcieni kolorów błyszczących miejsc zgrzewania do grup kolorów. Gdy czujnik rozpozna miejsce spawania, sygnał wyjściowy jest wysyłany do systemu sterowania w celu zainicjowania dalszego przetwarzania. Wysoka szybkość pomiaru pozwala również na niezawodne wykrywanie szybko poruszających się pasków.
Precyzyjne mikrometry do pomiaru średnicy drutów spawalniczych
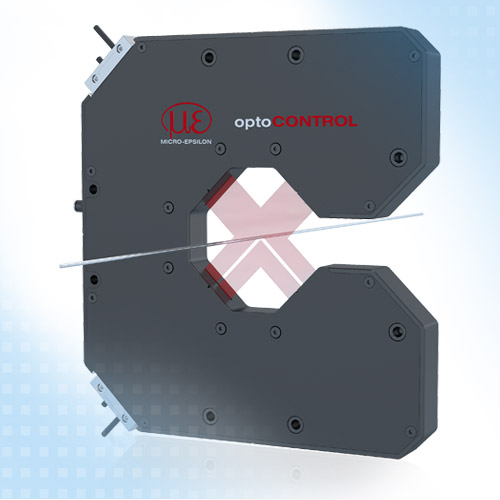
Mikrometry optyczne firmy Micro-Epsilon służą do monitorowania grubości drutów spawalniczych. W tym zakresie system pomiarowy X-Frame umożliwia ciągłą kontrolę średnicy. System X-Frame zawiera dwa mikrometry laserowe, które wykrywają średnicę drutu z wysoką rozdzielczością i szybkością pomiaru. Umożliwia pomiar różnych grubości drutu, a cyfrowe interfejsy bezpośrednio przesyłają dane do nadrzędnego systemu sterowania.
Planowanie toru spawania z zaworami gazowymi
Pozycja głowicy spawalniczej względem spawanej spoiny jest decydującym czynnikiem wpływającym na jakość zautomatyzowanych procesów spawania. Nawet niewielkie odchylenia wpływają na wynik spawania i mogą powodować konieczność ręcznej przeróbki lub odrzucenia elementu. Do pomiaru profilu spoin wykorzystywane są skanery laserowe scanCONTROL. Zapewniają one precyzyjne informacje o profilu spoiny nawet na trudnych powierzchniach. Obliczone ścieżki eliminują odchylenia od tolerancji komponentu w taki sposób, że głowica spawalnicza jest zawsze ustawiona nad żądaną spoiną.
Endoskopy do optycznej kontroli spoin spawalniczych
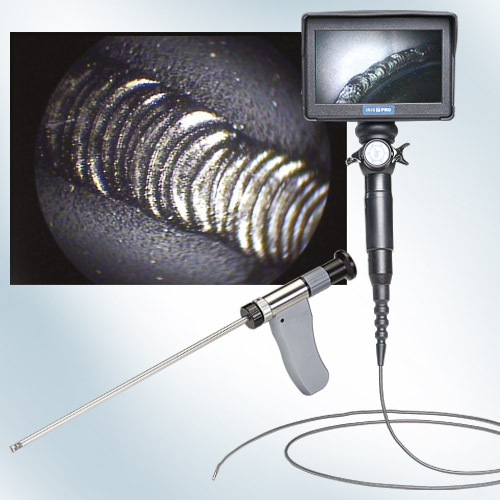
Endoskopy sztywne i wideo są wykorzystywane do kontroli spoin spawalniczych w trudno dostępnych miejscach. Kontrola wizualna może być przeprowadzana przed, w trakcie i po zakończeniu procesu spawania, w zależności od zadania. Endoskopy Micro-Epsilon Eltrotec umożliwiają niezawodną kontrolę zużycia, czystości, kształtu i powierzchni. W celu automatycznej oceny, endoskopy mogą być również zintegrowane z rozwiązaniami przetwarzania obrazu. Wytrzymała konstrukcja sprawia, że endoskopy są idealne do pracy w trudnych warunkach.
Śledzenie spoin spawalniczych na potrzeby kontroli rurociągów

W przypadku konserwacji rurociągów decydującym kryterium jest kontrola zewnętrznego szwu spawalniczego. W tym celu profile szwów spawalniczych są sprawdzane na stacji testowej. Aby zautomatyzować proces kontroli, urządzenie testowe jest precyzyjnie umieszczone nad spoiną. Skaner laserowy wykrywa położenie szwu spawalniczego i przekazuje je do systemu sterowania, który ponownie dostosowuje jednostkę testową i automatycznie dostosowuje czas ekspozycji do zmian powierzchni (np. wilgoci, brudu lub korozji).
Całkowicie automatyczne spawanie naprawcze 3D

Skanery laserowe scanCONTROL są wykorzystywane do spawania naprawczego dużych części w celu określenia toru spawania i ścieżki robota. Najpierw powierzchnia uszkodzonego obszaru jest skanowana przez skaner laserowy, który jest prowadzony po powierzchni przez robota. Generowane są dane 3D zużytego obszaru wraz z danymi pozycji robota. Wyznaczone punkty pomiarowe są następnie wstawiane do danych CAD komponentu. W ten sposób uzyskuje się różnicę objętości między wartościami pomiarowymi o wysokiej rozdzielczości a konturem docelowym. Na podstawie tej różnicy obliczana jest wymagana ścieżka spawania, a następnie przekazywana do układu sterowania robota. Duży zakres pomiarowy i wysoka dokładność sprawiają, że skanery laserowe scanCONTROL imponują w planowaniu objętości spoin. Skanery są przeznaczone do użytku z robotami i można je łatwo zintegrować dzięki szerokiej gamie interfejsów.
Kontrola punktu centralnego w produkcji addytywnej
W przypadku metod produkcji addytywnej, takich jak selektywne topienie metali, kontrola ogniska lasera ma kluczowe znaczenie dla szybkości i jakości procesu. Aby określić odległość między głowicą drukującą a powierzchnią proszku i kontrolować punkt skupienia lasera, stosowane są czujniki laserowe optoNCDT 1900. Ich wysoka szybkość pomiaru i powtarzalność umożliwiają szybkie i niezawodne pomiary odległości niezależnie od danego stopu. Niewrażliwe na światło otoczenia, czujniki te zapewniają wiarygodne wyniki pomiarów nawet przy wysokiej wydajności lasera.
Pomiar czasu chłodzenia w urządzeniach spawalniczych

Dokumentowanie parametrów spawania, takich jak czas chłodzenia, odbywa się za pomocą wysokowydajnych pirometrów firmy Micro-Epsilon. Te krótkofalowe czujniki temperatury umożliwiają bezdotykowe pomiary temperatury powierzchni metalowych. Pirometry są wyposażone w podwójny celownik laserowy w celu wizualizacji dokładnej pozycji punktu pomiarowego. Rejestracja czasu chłodzenia odbywa się pomiędzy dowolnie ustawianymi wartościami granicznymi. W zależności od zadania pomiarowego, pirometry są dostępne z różnymi odległościami pomiarowymi i rozmiarami plamki.